Important Message
This Website Terms and Condition of Use Agreement
also known as a 'terms of service agreement'
Will be at the bottom of most web pages!
Please read it before using this website.
Thank You
|
 |
| Waltham Pocket Watches |
|
|
 |
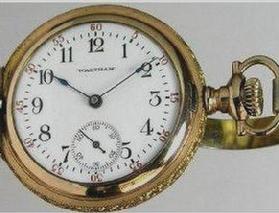
| 1902 |
|
| |
 |
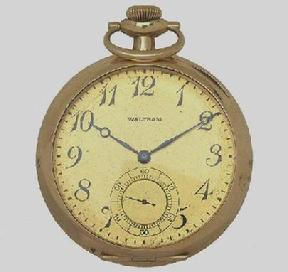
| 1908 |
|
|
|
The Waltham Pocket Watch Company
|
| This Waltham Pocket Watch Company article is reproduced from the Scientific American, dated August 1881. The author is unknown but it gives a wonderful insight into the company and it's operation. There are a few errors but the article is shown 'as is' for historical interest.
"A Waltham pocket watch is a machine. It used to be supposed that its delicate parts could only be made by manual skill; and in a large portion of the world this notion still prevails. The idea that a machine can be made by machinery, much of which is automatic, is essentially American. In its application to the watchmaking industry it originated with Aaron L. Dennison, a Boston watchmaker, who begun his experiments in 1818.
In company with Edward Howard and Samuel Curtis, a small factory was started, in 1850, at Roxbury, Mass., which was removed four years later to Waltham, ten miles from Boston, a place already famous for the first cotton mill started in this country.
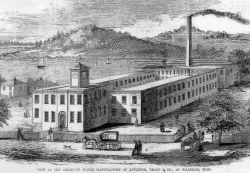
After struggling with numerous unforeseen obstacles, these pioneers in a new industry failed financially; and their property was bought, in 1857, by Royal E. Robbins, for Appleton, Tracy & Co., the corporate name being subsequently changed to that of the American Waltham Pocket Watch Company of Waltham, Mass. The original stock capital of $200,000 has been increased to $1,500,000, with an equally large surplus. The number of hands has grown from 75 to 2,500. And in place of the small factory existing in 1857, there was built a much larger one, that in turn gave way to the immense structure now in use, and that has been wholly built since 1878.
|
| A few figures will perhaps convey an idea of the magnitude of the Waltham pocket Watch Works in their present form. The factory itself is a brick building, with numerous long wings, several towers, and inclosing three ample inner courts, besides an elegant suite of offices at one end and an observatory at the other. The total length of the front is 646 feet. The floors cover nearly five acres. There are 3 1/4 miles of work benches, mostly made of cherry plank, 2 feet wide and 2 inches thick. There are 4,700 pulleys; 8,000 feet of wall rods; 10,000 feet of main shafting, and 39,000 feet of belting, varying in width from 2 inches to 2 feet. All this machinery is driven by Corliss engine of 125 horse power.
When Mr. Robbins took hold of what was then regarded as a forlorn enterprise, only 5000 watches had been made in all. Now over 2,500,000 have been made thus far at this one factory, of which 500,000 were made during the last eighteen months! The present capacity of the works is 1,250 Waltham pocket watches daily, which by recent improvements will soon be increased to 2,000. There have actually been sent out 30,000 in a single month, and 30,000 watches are needed all the time in the finishing rooms to enable the hands to work to advantage.
Out of the American Waltham Pocket Watch Company all the others have originated. Many have failed and others are starting. Taking no notice of cheap, inferior goods, there are made, on average, 3,650 watches a day by nine first class factories in the United States. According to Mr. Robbins' estimate, the value of a year's product of gold and silver watches in this country exceeds $16,000,000; and the business directly and indirectly furnishes employment for 100,000 persons
The factory at Waltham is located on an expansion of the Charles River, and is environed by parks maintained at the company's expense. The rooms are thoroughly ventilated, and all the sanitary arrangements are excellent. Consequently the operatives are a remarkably healthy, cleanly and bright set of people, mostly young persons, whose unimpaired eyesight and steady nerves qualify them for the delicate work before them. Intelligence and integrity are also required in a business involving the handling of quantities of precious metals and jewels.
For certain kinds of work female operatives are preferred, on account of their greater delicacy and rapidity of manipulation; and it should be added that women get the same wages as men for doing the same kind and amount of work. All the apartments are lighted by large windows by daytime, and for night work there are 200 incandescent electric lamps and 3,500 gaslights, requiring over 22 1/2 miles of piping. There are 38 furnaces using gas as fuel.
There are 25 distinct departments, each having its foreman, and all in telephone communication with the central office. Mr. Ezra C. Fitch is Superintendent, recently at the head of salesrooms at No. 5 Bond Street, New York. G.H. Shirley is Assistant Superintendent, E.A. Marsh is the master Mechanic, and D.H. Church Master Watchmaker, through whose kindness the writer had access to the various departments. Most of the foremen and a number of the hands have been in the employ of the company for from twenty to twenty five years.
Probably very few persons realize how many distinct operations are required to produce a single Waltham pocket watch. The managers themselves did not like to make a statement until at my request the question was laid before the foremen: "How many distinct mechanical operations are required in order to construct one of the grade of watch movements described as an Appleton, Tracey & Co, stem-winder?" Each foreman made a list of the operations in his own department, and the startling sum total was 3,746; and the number would be considerably larger for some of the higher grades.
It is evident that the mere finish of a watch is no test of its excellence. The greatest pains are taken by the American Pocket Watch Company in perfecting the original model. Every variety of design and appliance that human ingenuity can devise is sought for; and a resume of special artists, draughtsmen, and inventors is continually busy to make each part and process as economical and accurate as possible. The various machines are thoroughly and exquisitely exact. They are all made in the extensive machine shops belonging to the company. A great hue and cry has been raised in Europe against machine-made watches, as if necessarily clumsy; whereas the reverse is true.
In the anxiety to secure a high finish, many a hand-made watch is polished to death. The aim of the American Pocket Watch Company is to secure actual interchangeability of pieces. It may be too much to say that the corresponding parts of all their watches are identically alike. But they will come within one ten-thousandths of an inch of it! e.g., a jewel hole should be two ten-thousandths of an inch larger than the pivot that works in it. A few turns of the polisher would make a change. Hence microscopic measurement has to be resorted to in fitting pivots to jewels. But ordinarily, in assembling parts together, no measurement is necessary, but they are used exactly as they come from the machines.
Furthermore, automatism in tools is the coming necessity for cheapening labor. The American Watch Company already uses many automatic and semi-automatic tools, and is constantly inventing more. The work thus secured is so nearly perfect that should any part of a watch fail in actual use the owner need only send on the number of the movement to enable the factory to supply an exact duplicate of the part. The order could be sent by postal card, and filled by return mail. To facilitate this a systematic record is kept; and this is so well done that any part of a watch ordered could be located at any stage in its manufacture; and the same could be done for a complete watch or for 1,000 or for 10,000 watches.
The "movement" of a watch is made up of two plates and the wheels, etc., between them. It may be as well, before going further, to refresh the reader's memory as to the general mechanism of a watch. The plates are known as the pillar plate and the top plate. On full plate watches the most peculiar thing is that the top is wholly closed or covered. The top of a three-quarter plate which is flush with the balance bridge, and about one-quarter of the plate is cut out to allow the planting of the balance - hence the name "3/4 Plate". All Waltham watches have what is called a going barrel, instead of the fusee, preferred in the English system, though long discarded by the Swiss as superfluous. The going barrel contains the main spring, and drives the center wheel and pinion, which revolve once an hour, carrying the minute hand. The third wheel and pinion are simply intermediate between the center wheel and the fourth wheel, which carries on its staff the second hand, revolving once a minute. The fourth wheel also drives the escape wheel, so called because it only lets one tooth escape at a time, bringing the machine to a dead stop five times every second. They used to make all Waltham pocket watches with 14,400 beats to the hour (or 4 to the second); this is called "slow train," and is now obsolete except for one-quarter second watches. The English standard was advanced to 16,200 beats to the hour (4 1/2 to the second). The Waltham standard is now 18,000 beats to the hour (5 to the second), called "quick train". Experiments have also been made up to 21,600 beats to the hour (or 6 to the second), called "fast train;" but results are not satisfactory. Experience has proved the Waltham "quick train" watches to be the best timekeepers.
All Waltham watches are "lever escapement," universally accepted as best for pocket timepieces. The lever consists of a pallet and fork, and receives an oscillatory movement from the escape wheel. The balance, to which the lever imparts motion through the medium of the roller jewel passing alternately in and out of the fork, regulates the whole watch. It consists of a comparatively heavy wheel running on an axis with finely adjusted pivots, and with the least possible friction; and a hair spring attached at one end to the balance wheel and at the other to the balance cock, which is fastened to the top plate. The value of the hair spring is to secure uniformity of vibration of the balance wheel, the balance is bimetallic, to correct the contraction or expansion of the hair spring, so that the watch may run true regardless of temperature.
The minute and hour wheels are located under the dial, and are driven by a system of gearing. The cannon pinion fits friction tight on the center shaft, being so put on to enable the hands to be set. The cannon pinion drives the minute wheel, and the minute pinion drives the hour wheel; the proportion being such that while the former revolves once an hour, the latter revolves once in 12 hours. Most of the watches now made are wound up by turning the crown of the case, and the hands are also set by a similar device, dispensing wholly with the watch key.
The safety of the entire watch movement from any injury that might result from the breaking of the main spring is secured by a safety pinion screwing on to the arbor of the center wheel by a triple left hand thread. Should the main spring break, the recoil would merely unscrew this pinion, and thus release the whole movement without any consequent damage.
A volume would be needed to describe all the 3,746 operations required for the construction of an ordinary watch. But a general description of the main departments may meet the demands of the present article.
|
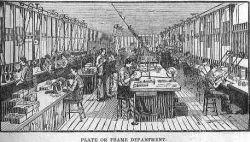 |
| The plate room |
|
|
 |
| The Pinion Room |
|
|
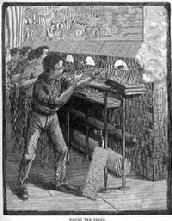
| The plate room is where they manufacture the pillar and top plates. The material used is generally brass, although nickel is used for some of the finer watches. Eighty operations are required for the pillar plate alone. The parts being assembled are screwed together, several operations are performed, after which they are taken apart and finally distributed. During this process, at various times, the plates have to be boiled in soapsuds to clean them from dirt.
There are 157 operations in the plate room alone, as I made out my list going from bench to bench, each requiring great care and precision. My first intention was to enumerate each operation, but the task would have taken a month, and the results would have required many explanations to make them generally intelligible to any but experts. Hence in describing remaining departments I shall give silent points instead of detailed processes.
The Press Room is in charge of N.P. Mulloy. The first thing that was exhibited was a sort of cabinet, in whose glass jars and tiny drawers are myriads of parts of watches, each sort labelled. e.g., regulators, yokes, forks, clicks, lever springs, winding wheels, train wheels, gold and steel balances, hour hands, minute hands, second hands, etc., everything in short that can be made by punching.
The effect is striking in seeing so many objects of a kind massed together, e.g., 10,000 second hands in one jar - the result of one day's work in that line, the monthly order calling for 100,000. The counting is done by weight. A box of center wheels was weighed in my presence, and found to weigh 146 oz. A single ounce was then weighed, and the wheels combined and found to number 136. Consequently it was ascertained that there were 19,979 wheels in the box. Some idea of the multiplicity of operations in this department may be had on learning there are over 200 different sorts of hands now made! Many parts made here, and in other departments, are so small as to be almost microscopic, and measurements have to be made with a fine gauge micrometer. Curious to see the workings of the instrument, I measured a single hair, finding it to be 1/1000th of a centimeter in diameter. Many operations have to be verified to within 1/2000 of a centimeter, i.e., to 1/10 the thickness of a human hair!
Visitors always notice with interest the double row of iron tumblers whirling oddly in every way, used for brightening by attrition the steel works which are too minute to be polished by hand.
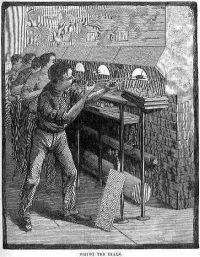
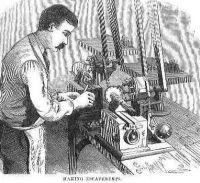
The Pinion Room, in care of Martin Thomas, who has been in the employ of the company for 23 years, has another cabinet of jars, boxes and drawers, with pinions of every sort and in every stage. Probably as much is involved in perfecting the pinions as in any other department of watchmaking. Everything must be as exact as possible. The process begins with cutting the wires to be used in lengths, roughed out, and pointed. Five or six turnings follow, and then the leaves (or teeth) are cut. It has long been known that these should be epicycloidal in form; but under the old system it was difficulty (sic) to effect this with desirable exactness. Drawings on a large scale could be made with mathematical precision; but it was another thing to reproduce them in almost microscopic miniature. And then, it is said, that many workmen had a singular prejudice to these particular teeth, fancying them to resemble bishops' miters!
Here the superiority of machinery over handwork is visible. Machines have no prejudices nor aesthetic notions, and are as able to shape a little pinion exactly as the great wheels of the largest engine. The cutters and polishers of the machine for making the pinions are themselves kept true and in working order by a machine invented for giving the epicycloidal form. The final result is that, when all the parts of the watch are assembled and set in motion, the action of the teeth of the wheels on the pinion is perfectly smooth and continuous, an end that cannot be secured in any other way. This statement holds good for all grades of watches made here, the cheapest as well as the most costly.
After the leaves have been cut, the pinions are hardened and tempered, polished and finished ready for use. Seven barrels of flour a month are consumed in making dough for various uses, besides many barrels of pith, and quantities of rouge and Vienna lime. At the time of my visit pinions for 100,000 watches were actually going through the works.
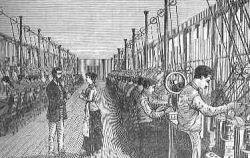
The screw department exhibits the perfection of automatic machinery more visibly than any other. The foreman, Mr. C.H. Mann, assured me that, were it not for the necessity of hand finishing some of the finest work, there would not be needed more than a dozen workmen to make the daily average of 100,000 screws. There are twenty-four of these automatic machines, each making from 3,000 to 4,000 screws a day, not including night work. There is also an automatic pin machine that makes 20,000 pins a day for use in fastening hair springs. All these machines were invented and made here. The material used for screws is mainly the finest of Stubs steel; but some of them is made of brass and others of gold. Most of the wire is purchased of the required size and supplied to the machines, which then make the screws, after which they are hardened and finished. The process for common work is to put several hundred screws on a block to be ground off on laps.
The finest quality, however, have to be finished and blued singly, and all counted, because done by the piece. To illustrate the possibilities of this department, Mr. Robbins assured me that from steel wire, costing the company but $5.00 they could make 247,000 screws, weighing one pound, worth $1,715.00. Most of the screws, of course, are of a larger size than this. It should be added that in this room is included the roughing out of work for various parts of the watch, e.g., the pinions, center stafs, etc.
|
 |
| The screw department |
|
|
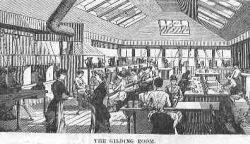 |
| Gilding Room |
|
|
Gilding Room - All the brass movements have to be gilded, which is done under the direction of Mr. C.B. Hicks. The parts must first be stoned, then inspected, after which they are put through a bath of nitric, sulphuric, or meiotic acid. Having been rinsed, they are brushed with revolving wire brushes to prepare them for the gilding bath. They are then rinsed in alcohol, dried in saw-dust, inspected, and such as are ready for the finishers are folded in tissue paper and sent to their rooms. The gilding is done both with electric dynamos and with old style Daniell battery. From $40 to $50 worth of gold is put on the works of 1,000 watches in the process of gilding. An exhaust fan carries off all deleterious fumes, perfect ventilation is insured and every precaution is taken against any poisonous effects from the various chemicals used.
Balance making begins with a plain steel blank made of best steel. According to the foreman, J.L. Keyser, there are 85 operations in all required for making an expansion balance. The screws, 22 in number, are of different sizes, weights, and metals to conform to the varying strength of the hair spring.
The Escapement includes the roller, roller jewel, pallet with its two jewels and arbor, fork and guard pin, screws, escape wheel and pinion - thirteen pieces in all - requiring the most exact precision. The mechanical principles involved are such as have been determined by repeated experiments, but cannot be easily explained without voluminous detail. This department is in charge of Mr. H.N. Fisher.
The escape wheel cutting is done by an automatic machine carrying six cutters, three steel and three sapphire. Fifty wheels are cut at a time, and it takes six cuts to make each of the fifteen teeth. The machine stops when they are done. Each wheel is then set on its pinion and topped, to make sure that it will run true in the round.
The garnet pallet stones are placed 30 or 40 together, on a steel block ground, and finished on one side and then the other. The edges are finished the same way. They are then stacked on a graduated plate, and marked with a diamond to be broken off to a length. They are then put in a grooved pallet set at the desired angle for the impulse force. All are finished with diamond dust on ivory laps. The polishing is done with an oscillatory motion.
Matching the escapement is done in the watch, which is regarded as preferable to the old method of doing it by the depthing tool.
The Jewel making department is under the direction of Wm.R. Willis. The first object exhibited was a cabinet containing agates and other materials for making polishing laps. Then a safe was opened containing about $50,000 worth of precious stones. To some extent Brazilian diamonds are used for splitters to drill with. But for general purposes African diamonds are good enough. Diamond bort, in the rough, costs $1.50 a carat, or $225 an ounce; and the company requires about 12,000 carats a year. It should be noted, however, that, contrary to the popular notion, no watch jewels are made of diamonds, because they could hardly be drilled. Glass also is never used in Waltham, not quartz crystal. The stones used are rubies, sapphires, garnets and occasionally crysolite and aqua marine. A full jewelled watch takes 16 jewels, called, for the process to which they belong, balance, end stone, escape, pallet, third, fourth, and center jewels. Every watch has the same kind of jewels through-out, e.g., one will have all garnets, another all rubies, etc.
The balance jewel, however, in all watches is either ruby or sapphire. There are 40 different grades of garnets; but the only sort used here is the hard violet from Bohemia and Germany. The process of making diamond dust is, first, by means of a crusher, and then a steel mortar held down by heavy weights. The result is a powder one-fifth diamond and four-fifths steel. After separation the dust is used in that state for diamond saws only; but, for polishing. It is graded by successive precipitation from olive oil. The jewels, having been sawed into thin slabs, are next rounded to size, shaped, drilled and used. The jewel hole is opened to a certain size, varying from 0.005 to 0.020 of a centimeter, in order to fit the pivot - a process requiring the finest possible finish and polish, regardless of the quality of the stone. There were made, in the month of June, 350,000 jewels, employing 255 hands, of whom 175 were males.
The Hair Spring is a tiny thing, but has a department of its own under Mr. Thomas Gill. The material is steel wire 0.022 of a centimeter in diameter, and spun for this special use. It comes in coils, and the first thing done is to draw it through ruby and sapphire dies down to 0.018 of a centimeter. Next, it is rolled flat between hardened steel rollers, and afterward drawn between pairs of diamond dies, from which it comes out 0.027 of a centimeter wide and 0.908 thick.
It is then cut into lengths of 14 inches, which are wound in little boxes, three in a box, these wired together in pairs, face to face, and hardened and tempered. They are then separated, cleaned by acid, and blued. The spring is now attached to a brass collet in the center; and to a steel stud at the outer extremity. Gauging the hair spring is a delicate operation. The gauge is a dial plate, 7 inches in diameter, beneath which is a spring of known strength attached to the center staff and jewelled.
This dial is accurately divided into 2,000 divisions, each 0.01 of an inch wide. The hair spring is put on the end of the staff, where it is held by friction; the stud being attached to an arm held by an outer ring revolving about the dial, which is stationary. One revolution is made each way, and the strength of the hairspring determined by an index hand attached to the staff. It is seldom equally strong both ways, the variation amounting to from 5 degrees to 10 degrees; the average strength is about 1,000 degrees. It takes so many degrees of strength in a hair spring to run a certain weight of balance and make the requisite number of beats per hour.
All balance wheels are weighed; the average being 8 grains. One degree on the dial equals about 4 seconds of time an hour, and in the balance 0.01 of a grain makes the same difference. An exact record is kept of the weight of the balances, which goes with the work until it is completed. The last step is the actual timing and toning the hair springs in watches; after which they are laid away to be used according to their numbers. Each hair spring belongs to its own balance and each balance to its own watch, but they do not meet each other till the watch is done.
To show how greatly raw material can be enhanced in value by skill, it is worth mentioning that out of one pound (troy) of fine steel wire, worth from $2.70 to $5.40, may be made 17,280 hair springs, worth $7,152 at lowest wholesale prices.
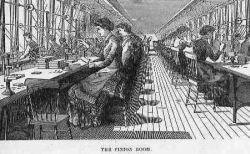
The Dial Making Room is under Mr. Charles Moore, who has been with the company since 1859. The dial has a copper base, which is pressed and pierced at one operation. Next, the dial feet are brazed in. Pulverized enamel is laid both on the back and the face, and then fused on, or "fired." Having been smoothed they are then fired a second time, inspected, and sent to the Painting Room, of which E.L. Hull is foreman. Here the face is spaced into 12 equal divisions that are indicated by lead pencil marks. Two circles are drawn likewise, to mark the length of the letters or figures. Dabs of paint go on where the hours are to be; enamel paint being applied by a camel's hair brush. When dry, the tops and bottoms are cut off to the proper length, the, by suitable tools straight spaces are cut through, leaving the heavy lines of the "hours," and the surplus paint is carefully scraped off.
Painters then draw in the hair lines of the hours, and put on the name of the company. The "minutes" next, by the aid of an accurately graduated machine, paint on the minutes. After inspection the dials go back to the thrid firing. A circular cut is then made through the enamel on both sides, and the intervening copper burned out with acid, thus making a hole for the second dial, which has been undergoing operations similar to what has been described. After the edges of the hole and of the "seconds bit" have been ground and polished, the bit is soldered to its place.
Time Regulation is, of course, very important. Two superior clocks are kept for this purpose; one for mean time and another for a constant rate. The Watch Company want to keep as near to the standard time as possible; but for practical purposes the main thing is to fix a uniform rate for adjusting their watches. Hence they are not content with Harvard time, because they evidently think they can do a little better; Harvard running its excellent sidereal clock for mean time rather than for constancy in time keeping. The Waltham observatory has a transit instrument, and an astronomical clock electronically connected to all the rooms where the timing of watches is an object. A chronographic record is kept, and a daily record of errors and variations of temperature and barometrical pressure. The clocks themselves are kept in a dark room whose temperature is maintained at 70 degrees Fahr. all the year round. The barometrical pressure is regulated by an air pump for the constant timer, which is kept in an air tight case.
Silver cases only are made at Waltham; the gold ones being all made at New York, in the Waltham Buildings, Bond Street. The silver comes in bars, which are first rolled down and pressed into shape. Then the material goes to the turning room, where the pieces are snapped together and fitted. After the turners are through, the jointing and soldering are done. Now the cases are milled through for the joints, and the caps put on. In the opening room the winding crown is put on, and the joints fixed so that the case will open at right angles. It next goes to the springing room to receive the lifting spring and catch spring. The case is then taken apart for polishing, and the backs are sent to the engraver and engine-turner.
It is now matched up again, and the pins put in, and finally polished; when it is backed and glassed ready for delivery. There are 150 operations needed to manufacture an ordinary watchcase. The department produces 700 silver cases a day, employing 400 hands. At the time of my visit they had on hand $90,000 worth of silver, and about $10,000 in gold for joints, etc., to guard which three large vaults have been constructed. The washings of aprons and hands, and the sweepings of the floors, and the cast-off garments of the workmen, are all saved up to be reclaimed in the refining room; and thus a large amount of metal is saved monthly.
While, as has been stated, it is the object of this article to treat the watch as a machine, rather than as merchandise, it ought to be stated, in conclusion, that the Waltham Watch Company, besides its salesrooms at No. 5 Bond Street, New York, and at 403 Washington Street, Boston, has its own agencies at Chicago, London, and Sydney. Most of the watches made are sold in this country; yet their excellence is appreciated abroad, as is proved by their increasingly large exports.
Having inspected the shops at Waltham, a new delight was felt while looking at the finished watches as displayed to the public. My attention was especially directed to a newly invented case having no springs or hinges, all parts screwing together, thus making the watch secure from dust and moisture. Also to fine timers with chronograph attachment, a Swiss invention for marking any particular moment, to within a fifth of a second, without interfering with the general movement. By pressing a spring, the sweep second hand is stopped; by another pressure it is made to fly back to 12; and by still a third pressure it is made to go again. The explanation is that the attachment is first thus lifted clear from the movement and temporarily detached, being afterward, by the same pressure, thrown into gearing again by means of a heart cam.
Justice to the writer requires me to add that this article lays not the slightest claim to merit as from an expert, and quite possibly is in need of indulgence for errors of a technical sort. Yet for the general reader it may posses a certain interest and value of its own as an impartial description and an unofficial tribute to the science, perseverance, and skill characterizing one of the finest, most praise-worthy, and truly wonderful of our manifold American industries.
|
|
 |
| Balance making |
|
| |
|
Waltham Pocket Watch Serial Numbers
|
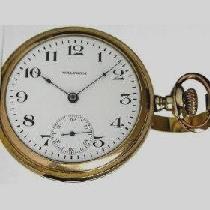
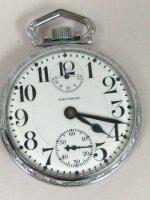
Use this table to look up your Waltham Pocket Watch serial number of and hence the year of manufacture. When looking for the number on your watch you should be looking at the serial number on the movement, not the case. (See below)
|
Below is a picture of the serial number on the pocket watch case. This bears no relation to the movement.
|
| Year |
Serial No |
Year |
Serial No |
Year |
Serial No |
| 1852 |
50 |
1887 |
3,400,000 |
1922 |
24,100,000 |
| 1853 |
400 |
1888 |
3,800,000 |
1923 |
24,300,000 |
| 1854 |
1,000 |
1889 |
4,200,000 |
1924 |
24,550,000 |
| 1855 |
2,500 |
1890 |
4,700,000 |
1925 |
24,800,000 |
| 1856 |
4,000 |
1891 |
5,200,000 |
1926 |
25,200,000 |
| 1857 |
6,000 |
1892 |
5,800,000 |
1927 |
26,100,000 |
| 1858 |
10,000 |
1893 |
6,300,000 |
1928 |
26,400,000 |
| 1859 |
15,000 |
1894 |
6,700,000 |
1929 |
26,900,000 |
| 1860 |
20,000 |
1895 |
7,100,000 |
1930 |
27,100,000 |
| 1861 |
30,000 |
1896 |
7,450,000 |
1931 |
27,300,000 |
| 1862 |
45,000 |
1897 |
8,100,000 |
1932 |
27,550,000 |
| 1863 |
65,000 |
1898 |
8,400,000 |
1933 |
27,750,000 |
| 1864 |
110,000 |
1899 |
9,000,000 |
1934 |
28,100,000 |
| 1865 |
180,000 |
1900 |
9,500,000 |
1935 |
28,600,000 |
| 1866 |
260,000 |
1901 |
10,200,000 |
1936 |
29,100,000 |
| 1867 |
330,000 |
1902 |
11,100,000 |
1937 |
29,400,000 |
| 1868 |
410,000 |
1903 |
12,100,000 |
1938 |
29,750,000 |
| 1869 |
460,000 |
1904 |
13,500,000 |
1939 |
30,050,000 |
| 1870 |
500,000 |
1905 |
14,300,000 |
1940 |
30,250,000 |
| 1871 |
540,000 |
1906 |
14,700,000 |
1941 |
30,750,000 |
| 1872 |
590,000 |
1907 |
15,500,000 |
1942 |
31,050,000 |
| 1873 |
680,000 |
1908 |
16,400,000 |
1943 |
31,400,000 |
| 1874 |
730,000 |
1909 |
17,600,000 |
1944 |
31,700,000 |
| 1875 |
810,000 |
1910 |
17,900,000 |
1945 |
32,100,000 |
| 1876 |
910,000 |
1911 |
18,100,000 |
1946 |
32,350,000 |
| 1877 |
1,000,000 |
1912 |
18,200,000 |
1947 |
32,750,000 |
| 1878 |
1,150,000 |
1913 |
18,900,000 |
1948 |
33,100,000 |
| 1879 |
1,350,000 |
1914 |
19,500,000 |
1949 |
33,500,000 |
| 1880 |
1,500,000 |
1915 |
20,000,000 |
1950 |
33,560,000 |
| 1881 |
1,670,000 |
1916 |
20,500,000 |
1951 |
33,600,000 |
| 1882 |
1,835,000 |
1917 |
20,900,000 |
1952 |
33,700,000 |
| 1883 |
2,000,000 |
1918 |
21,800,000 |
1953 |
33,800,000 |
| 1884 |
2,350,000 |
1919 |
22,500,000 |
1954 |
34,100,000 |
| 1885 |
2,650,000 |
1920 |
23,400,000 |
1955 |
34,450,000 |
|
|
|
|
1956 |
34,700,000 |
|
|
|
|
|
|
|
|
|
|
1957 |
35,000,000 |
|
![]()
1903 Waltham
1903 Waltham
14kt white gold Waltham Colonial pocket watch
| |
![]()
1893 Waltham 14k Gold
1893 Waltham 14k Gold
|
Click a NEW link
To browse our Home page, Look over our Museums, 1st Reconnaissance Battalion pages, Recon Photo Gallery,
Out and About Gallery, Poetry Coffee Cup Cafe, About Us, Christmas Index, Antique Mall Tour,
Antiques & Collectibles, Furniture, Jewelry, Art Pottery, Artwork, Militaria,Contact Us, Hours and Directions,
Dealers pages, Consignment, Ebay Store, Translate this Website, Our Blogs, Books, Bottles & Jars, China, Crystal & Glass,
No Man Left Behind, Who Was Really the First President of the United States, Halloween pages, Primitives, Antique Photos,
The Day Eagle Cried, Financial Tip of the Year & Remembering The 50's & 60's Music Index.
or
Go to the top of each page of our website for the menu bar of categories. You will see a drop down menu appear for each category. Click a link to browse or click our
Site Map and Categories to find your link.
|
Shop Where the Dealers Shop!
Jewelry Categories
Art Deco & Art Nouveau, Bracelets & Necklaces, Cameos, Diamond & Gemstone Rings, Earrings, Edwardian & Georgian, Estate Jewelry, Modern & Retro, Pearts & Gents Jewelry, Pins & Brooches, Victorian Jewelry, Watches,
Pocket Watches, Wedding Bands, Jewelry Lots, Jewelry Home page & Jewelry Index
Watch Museum
Click Here
|
 |
| Clock Index |
|
|
|
 |
| Antique Mall Photo Gallery |
|
| |
This website contains, in various sections, portions of copyrighted material not specifically authorized by the copyright owner. This material is used for educational purposes only and presented to provide understanding or give information for issues concerning the public as a whole. In accordance with U.S. Copyright Law Title 17 U.S.C. Section 107, the material on this site is distributed without profit. More Information
Information presented based on medical, news, government, and/or other web based articles or documents does not represent any medical recommendation or legal advice from myself or West Saint Paul Antiques. For specific information and advice on any condition or issue, you must consult a professional health care provider or legal advisor for direction.
I and West Saint Paul Antiques can not be responsible for information others may post on an external website linked here ~ or for websites which link to West Saint Paul Antiques. I would ask, however, that should you see something which you question or which seems incorrect or inappropriate, that you notify me immediately at floyd@weststpaulantiques.com Also, I would very much appreciate being notified if you find links which do not work or other problems with the website itself. Thank You!
Please know that there is no copyright infringement intended with any part of this website ~ should you find something that belongs to you and proper credit has not been given (or if you simply wish for me to remove it),
just let me know and I will do so right away.
|
Website Terms and Condition of Use Agreement
also known as a 'terms of service agreement'
By using this website, West Saint Paul Antiques . Com, you are agreeing to use the site according to and in agreement with the above and following terms of use without limitation or qualification. If you do not agree, then you must refain from using the site.
The 'Terms of Use' govern your access to and use of this website and facebook pages associated with it. If you do not agree to all of the Terms of Use, do not access or use the website, or the facebook sites. By accessing or using any of them, you and any entity you are authorized to represent signify your agreement to be bound by the Terms of Use.
Said Terms of Use may be revised and/or updated at any time by posting of the changes on this page of the website. Your continued usage of the website, or the facebook site(s) after any changes to the Terms of Use will mean that you have accepted the changes. Also, any these sites themselves may be changed, supplemented, deleted, and/or updated at my sole discretion without notice; this establishes intellectual property rights by owner (myself).
It saddens me to include a Terms of Use for West Saint Paul Antiques . Com, but we all realize it is something that is necessary and must be done these days. By using the website, or facebook for West Saint Paul Antiques, you represent that you are of legal age and that you agree to be bound by the Terms of Use and any subsequent modifications. Your use of the West Saint Paul Antiques sites signify your electronic acceptance of the Terms of Use and constitute your signature to same as if you had actually signed an agreement embodying the terms.
|
|
 |
| Me with your feedback on how I can Improve this website. |
|
| |
|